Apakah PLC? Panduan Lengkap Pengawal Logik Boleh Atur Cara untuk Pemula
May 08, 2026
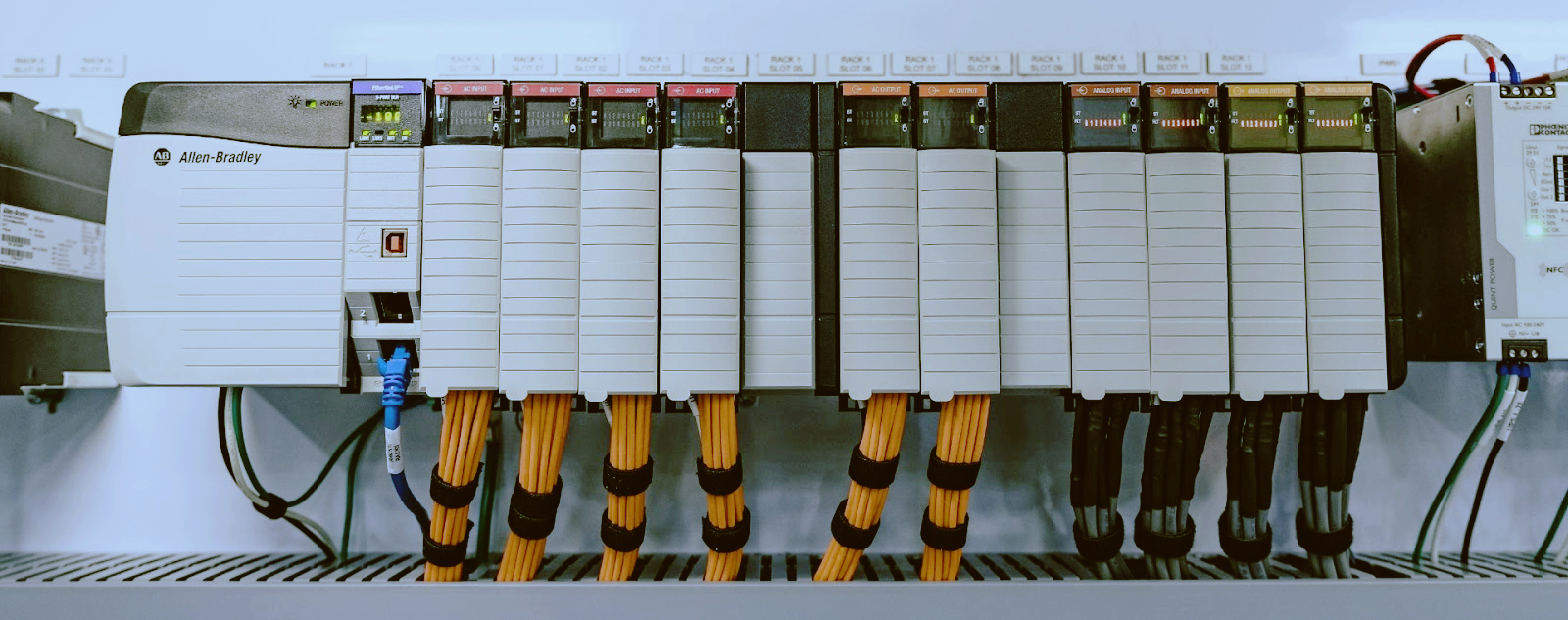
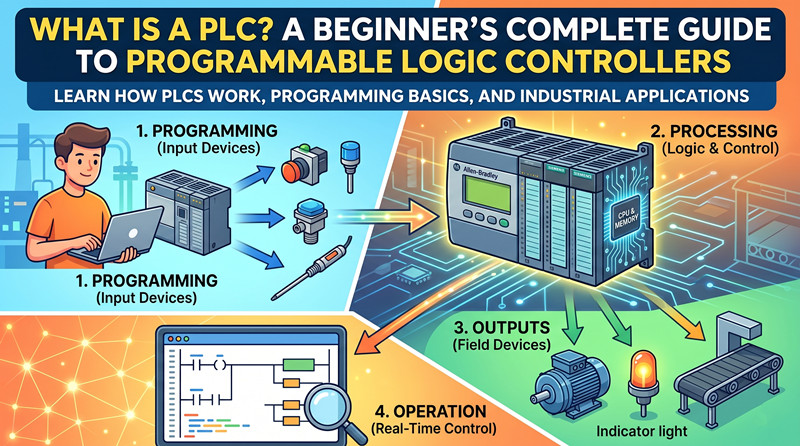
PengenalanPLC (Pengawal Logik Boleh Atur Cara) ialah komputer digital gred perindustrian yang lasak dan direka bentuk untuk mengautomasikan proses elektromekanikal dalam kilang pembuatan, mesin dan infrastruktur. Tidak seperti komputer komersial biasa, PLC dibina untuk menahan keadaan perindustrian yang keras: suhu ekstrem, kelembapan, habuk, bunyi elektrik dan getaran.Peranan PLC adalah mudah: ia membaca input, membuat keputusan berdasarkan logik yang diprogramkan dan mengawal output. Anggapkannya sebagai "otak" mesin atau proses—apabila butang tekan ditekan (input), PLC memutuskan apa yang sepatutnya berlaku (logik) dan mengaktifkan motor, injap atau penunjuk (output).Sejarah: Mengapa PLC DiciptaSebelum PLC, automasi perindustrian bergantung pada panel geganti—kabinet besar yang dipenuhi dengan ratusan atau ribuan geganti elektromekanikal, pemasa dan penghubung. Masalah termasuk: pendawaian semula secara fizikal untuk sebarang perubahan (mengambil masa berhari-hari atau berminggu-minggu), haus mekanikal yang menyebabkan masa henti, penyelesaian masalah yang sukar, keperluan ruang yang besar dan tiada keupayaan pengumpulan data.Pada tahun 1968, Bedford Associates (kemudiannya Modicon) membangunkan PLC pertama—Modicon 084—untuk kilang transmisi Hydra-Matic General Motors. Matlamatnya mudah: menggantikan panel geganti dengan sistem elektronik boleh atur cara yang boleh dikonfigurasikan semula dengan cepat apabila pengeluaran berubah. Dalam tempoh sedekad, PLC sebahagian besarnya telah menggantikan panel geganti di seluruh dunia.Perkakasan PLC: Komponen Teras1. CPU (Unit Pemprosesan Pusat): "Otak" PLC—mikropemproses yang menjalankan program kawalan, melaksanakan operasi aritmetik dan logik, dan mengurus komunikasi. Spesifikasi utama termasuk saiz memori, masa imbasan (ms), kapasiti I/O, dan port komunikasi (Ethernet, USB, RS-232/RS-485).2. Bekalan Kuasa: Menukar kuasa utama AC masuk (110V/220V AC) kepada voltan DC yang diperlukan oleh modul CPU dan I/O (biasanya 24V DC). Pertimbangan kritikal: penarafan kuasa, redundansi untuk aplikasi kritikal dan julat voltan input.3. Modul Input: Sambungkan sensor dan suis ke CPU PLC, menukar isyarat dunia sebenar kepada data digital. Input digital (24V DC) menerima butang tekan, suis had, sensor jarak dan suis tekanan—hanya mewakili HIDUP (1) atau MATI (0). Input analog mengendalikan sensor suhu (RTD, termogandingan), transduser tekanan, meter aliran dan sensor aras dengan isyarat seperti 4-20mA atau 0-10V.4. Modul Output: Menerima arahan daripada CPU dan penggerak kawalan. Output digital (24V DC, 120V AC atau geganti) mengawal injap solenoid, penyentuh, penghidup motor, lampu penunjuk dan penggera. Output analog memacu pemacu frekuensi boleh ubah (VFD), injap berkadar dan pemacu servo dengan isyarat standard seperti 4-20mA atau 0-10V.5. Rak/Satah Belakang: Infrastruktur fizikal yang menyatukan semua modul PLC dan menyediakan bas komunikasi antara mereka.6. Antara Muka Komunikasi: PLC berkomunikasi dengan HMI, PLC lain, pemacu dan rangkaian loji melalui protokol termasuk EtherNet/IP, PROFINET, Modbus TCP/IP, PROFIBUS, DeviceNet, ControlNet, OPC UA dan sambungan bersiri (RS-232/RS-485).Bagaimanakah PLC Berfungsi? Kitaran ImbasanCPU melaksanakan programnya dalam gelung berterusan dan berulang yang dipanggil kitaran imbasan. Setiap kitaran lengkap terdiri daripada empat langkah:Langkah 1 – Baca Input: CPU membaca semua keadaan modul input dan menyimpannya dalam jadual imej input (biasanya 1-10ms).Langkah 2 – Laksanakan Program: CPU melaksanakan program pengguna satu arahan pada satu masa, membaca dan menulis ke jadual imej input/output dalam memori.Langkah 3 – Tulis Output: Selepas pelaksanaan program, CPU mengemas kini semua modul output secara serentak dengan nilai daripada jadual imej output.Langkah 4 – Pengemasan: CPU melaksanakan tugas dalaman termasuk komunikasi HMI/PLC, fungsi berasaskan masa dan diagnostik.Masa imbasan biasa ialah 5-20ms untuk program bersaiz sederhana; aplikasi berkelajuan tinggi mungkin memerlukan 0.5-1ms.Bahasa Pengaturcaraan PLC: Lima Piawaian IEC 61131-31. Gambarajah Tangga (LD) – Bahasa yang paling popular, terutamanya di Amerika Utara. Direka bentuk agar kelihatan seperti skema geganti elektrik, menjadikannya intuitif untuk juruelektrik. Terbaik untuk logik diskret dan kawalan berjujukan.2. Gambarajah Blok Fungsi (FBD) – Menggunakan blok grafik dengan sambungan input/output. Setiap blok melaksanakan fungsi tertentu—gelung PID, aritmetik, get logik, pemasa. Terbaik untuk kawalan proses dan gelung PID.3. Teks Berstruktur (ST) – Bahasa berasaskan teks aras tinggi yang serupa dengan Pascal atau BASIC. Paling berkuasa untuk pemprosesan data kompleks, pemprosesan kelompok dan mesin keadaan lanjutan.4. Carta Fungsi Berjujukan (SFC) – Bahasa grafik untuk menentukan proses berjujukan—operasi yang berlaku dalam beberapa langkah dengan tindakan dan peralihan terkawal. Terbaik untuk proses kelompok dan mesin pembungkusan.5. Senarai Arahan (IL) – Bahasa berasaskan teks aras rendah yang serupa dengan bahasa himpunan. Padat dan cekap tetapi kurang mudah dibaca. Terbaik untuk rutin dan sistem legasi yang ringkas dan padat.PLC vs. DCS vs. PC PerindustrianPLC: Direka untuk pembuatan diskret (mesin individu, barisan pemasangan). Masa imbasan yang pantas, perkakasan yang lasak. Skala: ratusan hingga ribuan titik I/O.DCS (Sistem Kawalan Teragih): Direka untuk industri proses berterusan (minyak & gas, kimia, penjanaan kuasa). Sangat berlebihan, disepadukan rapat dengan pembolehubah proses. Skala: beribu-ribu hingga ratusan ribu titik I/O.PC Perindustrian (IPC): Direka untuk pemprosesan data berkelajuan tinggi, sistem penglihatan dan algoritma kompleks. Berasaskan PC, menjalankan Windows atau Linux dengan kuasa pengiraan yang tinggi.Sempadan antara PLC, DCS dan IPC telah kabur dengan ketara sejak kebelakangan ini.Cara Memilih PLC yang TepatLangkah 1: Takrifkan aplikasi—mesin tunggal atau sistem seluruh loji, keperluan kawalan gerakan berkelajuan tinggi, keperluan kritikal keselamatan, kiraan I/O semasa dan akan datang.Langkah 2: Nilaikan ekosistem jenama—Allen Bradley mendominasi di benua Amerika, Siemens di Eropah/Asia, Mitsubishi di Jepun dan pasaran sensitif kos, ABB untuk automasi proses.Langkah 3: Pertimbangkan kos perisian—perkakasan selalunya hanya 30-50% daripada jumlah kos pemilikan; pelesenan perisian boleh menjadi sama mahal (Allen Bradley Studio 5000: $5,000-$15,000+).Langkah 4: Padankan keperluan I/O—kira input digital, output digital dan isyarat analog yang diperlukan, dengan menambah margin 20% untuk pengembangan masa hadapan.Langkah 5: Sahkan keperluan komunikasi—kesambungan HMI, integrasi rangkaian loji (MES/ERP), komunikasi pemacu/PLC dan keupayaan akses jauh.Jenama PLC Teratas Sekilas PandangAllen Bradley (Rockwell Automation)Produk unggulan:ControlLogix, CompactLogix, MicroLogix, SLC 500Perisian pengaturcaraan:Pereka Bentuk Logix Studio 5000Komunikasi:EtherNet/IP, ControlNet, DeviceNet, ModbusLaman web:www.rockwellautomation.comSiemensProduk unggulan:SIMATIC S7-1500, S7-1200, S7-300, S7-400Perisian pengaturcaraan:Portal TIAKomunikasi:PROFINET, PROFIBUS, Modbus TCP/IP, OPC UALaman web:www.siemens.comMitsubishi ElectricProduk unggulan:MELSEC iQ-R, iQ-F, MELSEC-Q, MELSEC-FPerisian pengaturcaraan:GX Works3Komunikasi:CC-Link IE, Modbus TCP/IP, EtherNet/IPLaman web:www.mitsubishielectric.comABBProduk unggulan:AC500, AC500-eko, AC700Perisian pengaturcaraan:Pembina AutomasiKomunikasi:EtherNet/IP, PROFINET, Modbus TCP/IP, CANopenLaman web:new.abb.com/plcHoneywellProduk unggulan:ControlLogix (melalui Honeywell), Experion PKSPerisian pengaturcaraan:Studio ExperionKomunikasi:EtherNet/IP, Modbus, OPC UALaman web:www.honeywellprocess.comOmronProduk unggulan:NX1P2, NJ501, CP1H, CP1LPerisian pengaturcaraan:Studio Sysmac, Pengaturcara CXKomunikasi:EtherNet/IP, Modbus TCP/IP, USBLaman web: www.omron-ap.comPanduan ini adalah untuk tujuan pendidikan. Untuk panduan aplikasi khusus, sila berunding dengan jurutera automasi yang berkelayakan atau hubungi pasukan jualan teknikal TZ TECH.